
برنامه cm چیست؟ در صنعت تزریق پلاستیک با هدف بهبود عملکرد ماشینآلات و کاهش خرابیها به کار میرود. این برنامهها از طریق نظارت مستمر بر وضعیت تجهیزات و پیشبینی خرابیها، عمر مفید دستگاهها را افزایش داده و هزینههای تعمیرات و توقفات غیرمنتظره را کاهش میدهند. در این مقاله، به نقش و اهمیت برنامه CM در بهینهسازی فرآیند تولید و افزایش بهرهوری در صنعت تزریق پلاستیک پرداخته خواهد شد
بازرسی پایش وضعیت یا (Condition Monitoring – CM) یکی از شاخههای بسیار مهم در فرآیند نگهداری تجهیزات صنعتی است. این پروسه شامل تستهای فیزیکی و دریافت، مطالعه و پردازش پارامترهای فیزیکی استخراجشده از دستگاه مربوطه نظیر لرزشها، نویز، نحوه عملکرد، میزان روانکاری، تغییرات دما و سایر شاخصهای فنی میباشد.
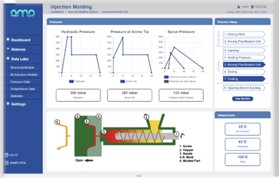
با بررسی و تحلیل این تغییرات در طول زمان و مقایسه آنها با شاخصهای مهندسی، وضعیت کلی دستگاه و سلامت هر یک از قطعات آن به تفکیک گزارش میشود. پایش وضعیت معمولاً از طریق آنالیز اطلاعات ترکیبی و آنلاین صورت میگیرد که توسط تجهیزات ابزار دقیق نصبشده روی بخشهای مختلف دستگاه جمعآوری میشوند.
اجرای صحیح برنامه CM بهویژه در صنایع حساس مانند تعمیر دستگاه تزریق، نقش مهمی در افزایش طول عمر تجهیزات، کاهش هزینههای نگهداری و جلوگیری از توقفهای ناخواسته خط تولید دارد.
بر اساس تکنیک های برنامه CM، تکنسینهای نگهداری قادر میگردند تا کلیه اجزای تجهیزات دستگاه صنعتی را بصورت تکنیکال مانیتور کنند. همچنین، پایش وضعیت مدیران تولید را قادر میکند تا دید 360 درجهای و کاملی از روند عملیات و پروسه های تولید در مجموعه خود بدست آورند. در زمان انجام تست های CM ، نرمافزارمبوطه پایش وضعیت در هر زمان که ضرورت ایجاب کند، و عملکرد یک قطعه از دستگاه بر اساس شاخص ها مورد تائید نباشد اخطارهایی را به همراه گزارش های مستند برای اپراتور ارسال میکند.
بدین ترتیب، کارشناسان نگهداری و تعمیرات بر اساس گزارشات ارسالی شرایط تجهیز را بررسی نموده و تصمیمات مقتضی را جهت اصلاح و مطلوب نمودن وضعیت قطعه مورد بحث در نظر میگیرند. در واقع میتوان عنوان نمود پایش وضعیت یکی از اجزای اصلی و ستون های اولیه عملیات تعمیر و نگهداری پیشبینانه (PM) است.
در واقع میتوان گفت بر اساس عملیات CM شرایط عملکرد دستگاه بررسی و بسته به میزان اهمیت آن بازرسی و در صورت مشاهده هر نوع خرابی یا عملکرد ناصحیح، شرایط و میزان سرعت رشد آن عیب بررسی و در نتیجه، قبل از تخریب و توقف کامل یک قطعه آن را از مدار عملیاتی خارج کرده واقدام به تعمیر مینمایند. بدین ترتیب، با توجه به اینکه دستگاه خط تولید پیش از توقف ناخواسته و با برنامه ریزی دقیق و قبلی از سرویس خارج شده است، میزان خسارات و هزینههای ناشی از توقف دستگاه تزریق به حداقل ممکن میرسد. ضمن این که، با اجرای متعاقب عملیات PM از تخریب و بروز آسیب به دیگر قسمتهای دستگاه نیز جلوگیری به عمل میآید.
علت ایجاد سیستم بازرسی پایش وضعیت CM
در تعمیرات پیشگیرانه pm به منظور جلوگیری از خرابی و توقف های ناگهانی دستگاه ،پس از طی دورههای زمانی معین (بر اساس ساعت کارکرد دستگاه)، قطعه معیوب و یا قطعاتی که بر اساس اعلام ساعت کارکرد، عملکرد مفید آنها به پایان رسیده است تعویض میشوند. این روش بسیار خوب و کاربردی بوده و دارای مزایای زیادی برای صاحبان صنایع می باشد اما بررسی های کارشناسی نشان داد که در کنار این مزایا معایب و کاستی هایی نیز به شرح ذیل وجود دارد که نیاز به طراحی مبانی جدیدی را طلب میکند.
- به دلیل دقیق نبودن زمان کارکرد دستگاه، عملیات تعمیرات PM و نگهداری میتواند موجب تعویض قطعاتی از دستگاه شود که به صورت واقعی هنوز بخش قابل توجهی از عمر مفید آنها باقی مانده باشد و این کار موجب اسراف قطعات و انجام هزینه های غیر مفید شود.
- از زاویه دیگردر صورت طولانی شدن فاصله زمانی بین بازدیدهای PM احتمال بروز خرابی های ناخواسته در دستگاه که موجب توقف ناخواسته و بروز زیان های مالی میگردد افزایش مییابد. و در این حالت واحد تولیدی باید علاوه بر اتلاف زمان توقف برای تعمیرات و نیز هزینه تعمیرات پیشگیرانه هزینههای خرابی پیش بینی نشده رانیز باید به سازمان تحمیل نماید.
اهداف و مزايای سیستم پایش وضعیت (CM)
به طور کلی انجام هرفعالیت در صنایع در جهت بهبود میزان بهره وری و نیز كاهش هزينهها است.
در همین راستا بهره گیری از مجموعه اقدامات پیشگیرانه پایش وضعیت مزایای ذیل را در بر خواهد داشت:
- كاهش مقدارتوقف غیر منتظره تجهيزات به دليل پیشبینی و اطلاع از وضعيت تجهيزات و انجام تعميرات پیشگیرانه پیش از بروز خرابی حقیقی در دستگاه .
- كاهش میزان هزينه های تعمير تجهيزات و قطعات يدكی به دليل پیشبینی و جلوگيري از بروز آسیب های ثانويه به قطعات و تجهیزاتی که در تعامل با قسمت معیوب دستگاه می باشد.
- كاهش محسوس مقدار زمان تعمير تجهيزات به دلیل برنامه ريزی اصولی جهت تعیین زمان انجام تعمير و تامین قطعات مورد نیاز جهت تعویض ، پیش از توقف کامل دستگاه و پیگیری جهت تامین قطعات مصرفی.
- بالا رفتن میزان كيفيت محصولات خط تولید به لحاظ سلامت دائمی دستگاه های تولیدی
- افزايش قابليت اطمينان خط تولید جهت ثبت سفارشات بیشتر با تعیین زمان مطمئن تحویل
- افزايش راندمان خط تولید به دلیل کاهش حد اکثر توقفات ناخواسته
- ارتقاء دانش فنی نفرات فنی مجموعه به دلیل الزام در حرکت با تکنولوژی روز دنیا
مقایسه فنی تعمیرات لحظه ای و تعمیرات پیشگیرانه PM–CM
نگهداری و تعمیرات CM و PM در واقع دو تکنیک متفاوت ولی هم راستا در خصوص مدیریت بر عملکرد صحیح تجهیزات و دستگاه های فنی در قالب نگهداری و تعمیرات پیشگیرانه هستند. در شرح ذیل به بررسی تفاوتهای اصلی بین روش های اصلاحی و پیشگیرانه میپردازیم:
-
مقایسه اهداف
نگهداری و تعمیرات لحظه ای: هدف اصلی در این روش، انجام عملیات تعمیر تجهیزات و دستگاه های خط تولید پس از بروز خرابی است. به عبارت دیگر، تعمیرات لحظه ای همانطور که از نامش پیداست در پاسخ به خرابیها و اشکالات فنی در زمان وقوع خرابی انجام میشود.
نگهداری و تعمیرات پیشگیرانه: هدف اصلی در این روش، ممانعت از بروز خرابی های لحظه ای و حفظ عملکرد بهینه دستگاه است. بر اساس این روش، انجام تعمیرات و بازدید های دورهای به صورت برنامهریزی شده و منظم پیش از وقوع خرابی انجام میشوند.
-
زمان اقدام
نگهداری و تعمیرات لحظه ای: اقدامات تعمیرات لحظه ای بعد از وقوع ایراد فنی و در جهت پاسخ سریع به آن صورت میگیرد. در واقع این تعمیرات فقط در زمان بروز خرابی انجام میشود.
نگهداری و تعمیرات پیشگیرانه: تعمیرات پیشگیرانه PM-CM پیش از وقوع ایراد و بر اساس برنامهریزی انجام میشوند. در واقع هدف از تعمیرات دورهای ایجاد نظم و بررسی عملکرد قطعات بوده تا خرابیهای احتمالی را پیش از بروز آنها تشخیص داده و با اتلاف کمترین زمان مرتفع نماید.
-
هزینه
نگهداری و تعمیرات لحظه ای : هزینههای مرتبط به این روش ر پاسخ به ایرادات و اشکالات فنی بروز میکند. به عبارت دیگر، شروع هزینهها از لحظه آغاز خرابی ها و تعمیر لحظه ای می باشد.
نگهداری و تعمیرات پیشگیرانه: هزینههای مربوط به این روش در مرحله پیش از وقوع خرابی دستگاه ها پیش بینی و انجام میشود. بر اساس نمودار های آماری هزینههای پیشگیرانه بسیار کمتر از هزینههای تعمیرات لحظه ای هستند.
-
تأثیر بر پروسه تولید
نگهداری و تعمیرات لحظه ای: در این روش، نظر به این امر که آغاز عملیات از زمان اعلام خرابی و توقف دستگاه می باشد ، میزان زمان توقف خط تولید ، راندمان و زمان های تحویل سفارشات به شدت کاهش پیدا کرده و علاوه بر زیان های مالی ،کل عملکرد سازمان در خطر نمره منفی قرار میگیرد .
نگهداری و تعمیرات پیشگیرانه: باتوجه به این امر که در این روش اکثر عملکرد های مربوط به دستگاه ها تحت نظارت و بازرسی میباشد ، هرگونه توقف ، تعویض یا سرویس قطعه بر اساس برنامه صورت میگیرد که این امر شرایط را برای اتمام تعهدات شرکت و افزایش راندمان تولید میسر میسازد. و توقفات طولانی دستگاه در زمان های تعطیل و توقف برنامه ریزی شده خط تولید صورت میگیرد.
برنامهریزی عملیاتی:
نگهداری و تعمیرات لحظه ای: در این روش معمولاً برنامهریزی قبلی ندارد و هر لحظه از زمان و در پاسخ به خرابیها و اشکالات فنی به وجود آمده اقدام میشود. در واقع تعمیرات لحظه ای به صورت فوری و بلافاصله پس از وقوع و اعلام توقف خط تولید انجام میشوند.
نگهداری و تعمیرات پیشگیرانه: انجام عملیات در این روش بر اساس برنامهریزی قبلی و لیست های سرویس و نگهداری مدون صورت میگیرد. و زمان انجام عملیت از قبل مشخص و هیچ مورد غیر منتظره ای وجود ندارد.
به صورت کلی باید در نظر داشت مجموعه های تولید بزرگ و معتبر در هیچ زمانی عملیات و پروسه های تولید خود را به حوادث و اتفاق واگذار نمیکنند و براساس امیدواری به خراب نشدن دستگاه ها گام بر نمیدارند بلکه ترجیح میدهند زمان های تعمیرات و نگهداری تا حد امکان بر اساس صلاحدید و برنامه ریزی های ایشان باشد و هیچ موردی را به تقدیر نسپارند.

